

The market for toner and related materials for electrophotography has changed both technologically and geographically. The more than 90 toner manufacturers globally, irrespective of their market position, are in a market of derived demand. Their choices in both technology and economics are driven by application and market when manufacturing toner products.
All-in-one monochrome toner cartridge sales volume is predicted to continue to decline because of the trend towards the use of color print devices. This growth of color toner complicates the market particularly for third parties as technology developments by the OEMs and cost issues to be faced in the market multiply. OEM manufactured supplies continue to dominate the color market, however as a result of several factors—not the least of which is the high cost of cartridges—users are ready to buy aftermarket color cartridges.
The buyers’ attitudes on buying color toner supplies are identical to their attitudes on monochrome. The emphasis on their desire for quality, reliability, etc. is paramount. Third-party manufacturers have had difficulty in addressing the issues on providing alternatives to OEM supply, but when the products do arrive at the right standard, users buy good quality aftermarket color laser cartridges.
The Challenges in Designing Colored Toners for Manufacture
By comparison with monochrome toners, the design of colored toners is much more complex.
In simple terms, the mark made on the final hard copy with black monochrome toner is just that – black. True black isn’t always the same from a colorimetric perspective and the optical density of black print can and does vary. However, by and large, when an observer looks at a page of black print it is not particularly relevant what the black print is from a color point of view. This is worlds apart from color printing.
Colored printing is based on the printing of the combination of cyan, magenta, yellow and black (CMYK) dots. “K” is the abbreviation used to denote Black from the Japanese 黒 Kuro.
The number, size, optical density, and dot positioning by a color printer are determined by software to create a rendition of the color of the original image. The human eye is relied upon to integrate the visual of these dots to create in the observer the impression of the intended spectral shade in that image. This effect is by the process called “Subtractive Color”.
The printer hardware, firmware, software, and toner work in harmony to enable the accurate rendering of the image. The OEM has, in the development and design of the color printer, matched these four elements to faithfully reproduce any image. For the toner, the chemical formulation and physical specification are key to determine the toner performance enabling the printer to achieve the correct color.
The elements determining the toners’ performance include the fusing characteristics, toner film transparency, fused toner gloss, and toner color value. The latter is typically defined by the L, a*, b* value, which is the measured quantification of any color visualized and quantified by using the 3-dimensional CIELAB color space. The L*a*b* values for each of the toners when printed determines the “color gamut” potentially available for the printer. The 3-dimensional color space is represented in the diagram that follows.
![]()
In the printer’s designed operation, the hardware, firmware and software make appropriate adjustments to the engine print parameters in order to ensure faithful creation of print result with respect to the original image.
With the assumption that the toner in use by the printer matches exactly the OEM toner characteristics, when printing, the input parameters determined by the printer systems are adjusted to achieve the desired color print results. These parameters are calculated by the system by measurement of the degree of development of toner on the drum or transfer belt in the cycle prior to actual printing. This measurement is then used to adjust the toner development in the print cycle. Parameters adjusted include toner development bias voltage on the drum. This pre-print measurement can be misguided if the toner in use is not closely matched to the OEM original toner. If the toners in use are not close in color or developed toner mass to the OEM the resultant print will not be an accurate rendition of the original.
Consequently, toner formulation and specification are crucial to successful color toner products.
Manufacturing Color Toner
Toner design, to a great extent, determines how they are manufactured. All manufacturing methods are capable of producing both monochrome and color toners. Well over 60 percent of global color toner production is by chemically prepared toner (CPT) methods as opposed to mechanically produced toner (MPT).
The choices made by individual producers in manufacturing technology, production equipment configuration and operational practices depend upon their market position, the availability of capital, the breadth of their product mix, the production volume, and the technical requirements of their target printer population. Toner manufacturers may be classified in market position as OEMs, OEM contractors, and independent/third-party/aftermarket manufacturers.
OEM Manufacturers of Color Toner
For OEMs, the drivers in color toner production are based on both print engine design and economics.
The drivers include the improvement of print quality, reduction of energy consumption in printers as well as in toner production all directed towards the minimization of the total cost of ownership (TCO) per page of printers. These drivers have led to OEMs adopting toner formulation and manufacturing methods to reduce fixing temperature, reduce mean particle size, and increasingly narrow particle size distribution of their toner. These drivers engender significant capital investment in toner R&D and production.
However, OEMs largely are not constrained by the availability of capital for the development of their manufacturing infrastructure so many have implemented the use of CPT technology. CPT addresses the ability to produce small particle, narrow size distribution low-temperature fusing products. CPT production cost is typically higher than conventional mechanically produced toner (MPT). For OEMs though, this higher unit cost can be substantially buried in the cost and pricing of cartridges.
OEMs manufacturing color CPT are Canon, Ricoh, Fuji Xerox, Xerox, Oki and Konica Minolta. Each has its own patented technology. Some OEMs produce both color MPT and CPT. Not all OEMs have adopted CPT however. Kodak, Punch, Kyocera Mita, Sharp and Toshiba notably have not and produce their own color MPT.
OEM Contractors producing Color Toner
Some OEMs subcontract their color CPT manufacturing to companies including Zeon Corp, Mitsubishi Chemical and Lotte. There are also some companies that contract manufactured color MPT for OEMs. These include Kao Corp, Tomoegawa, Tokyo Printing Ink and Fuji Denka Kogyo. The largest scale of these, Kao Corp, has been a contractor producing color toners for OEMs for many years.
Kao produces MPT with a median diameter of 5.5 microns using their proprietary MPT methods which, they claim, is able to produce the same image quality as CPT. Coincidentally, Kao is also globally the largest producer of the polyester toner binder resin, which is a key component for OEM color MPT. Kao has developed strong proprietary technology and capabilities in developing and producing low energy fusing high-quality toners.
Independent/Third Party/Aftermarket Toner Manufacturers
While the majority is produced in Japan by and for OEMs, color toner is being produced by many independent manufacturers around the world. The difference between these toners and the OEM products is that the raw materials and proprietary manufacturing technology used by OEMs are not readily available to the independents. This means that the all-important L*a*b* values for the toners when printed may not be the same as the OEM products. Consequentially these toners often produce the same image with a different appearance compared to the OEM.
Most independent producers are making MPT color toners but there are two independent manufacturers of color CPT, Hubei Dinglong and Fujifilm. The independent manufacturers producing color MPT include:
- Mainland China: ASC Technology (Beijing) Ltd., Zhuhai Guocai Technology Co., Ltd, CangzhouHuibao toner Manufacturing Co., Ltd, Cangzhou ASC Toner Production Ltd, CET Group Co., Ltd., Everlight/Trend Tone (Taiwan), GuangZhouAumes Digital Technology Limited, Guangzhou VIVID Print Material Co., Ltd., Guangzhou JSY CO. Ltd., Tianjin Synthetic Material Research Institute Co., Ltd. (Comet), ICMI (China) Limited, WuqiaoHuike Imaging Technology Co. Ltd., Nanjing Teshine Imaging Technologies Co., Ltd., Wuxi Jiateng Magnetic Powder Co., Ltd., Wuxi MeiLing, Real Color, Handan Hanguang OA Toner, Zhuhai Yifan Digital Technology Co., Ltd.;
- Europe: Integral GmbH, Imaging Products Manufacturing;
- Japan: Mikasa Sangyo Co., Ltd., Sakata Inx Corporation, Imex Co. Ltd.,
- Malaysia: Jadi Imaging Technologies SdnBhd;
- South Korea: Cosmo AM & T, Core Imaging Technology;
- USA:Color Imaging Inc., Raven Industries Inc.,
Toner Plant Design
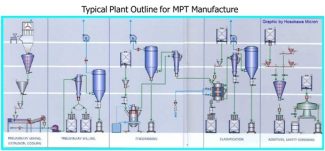
As can be seen in the diagrams below, the plant used to manufacture MPT is quite complex and differs unsubstantially between manufacturers. The same type of plant can be used for both monochrome and color toner.
For color toner manufacturing, it is ideal to have at least one set of manufacturing equipment for each color. It is possible, however, to use one set of equipment for color toner manufacture by cleaning in between colors. However, clean down is an onerous time-consuming, costly task and can have a serious effect on product cost.
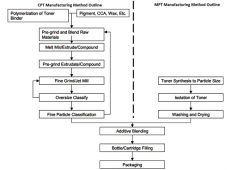
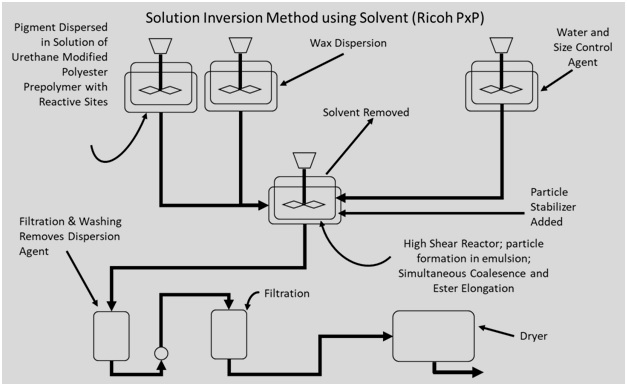
CPT manufacturing is also a complex multistage process.
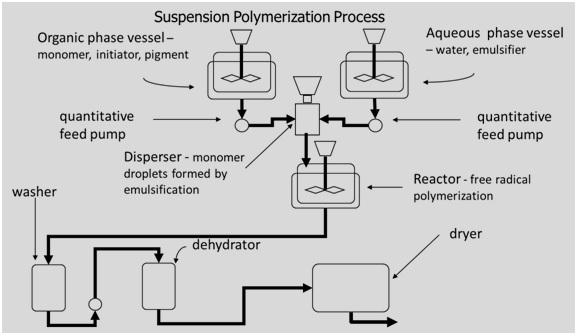
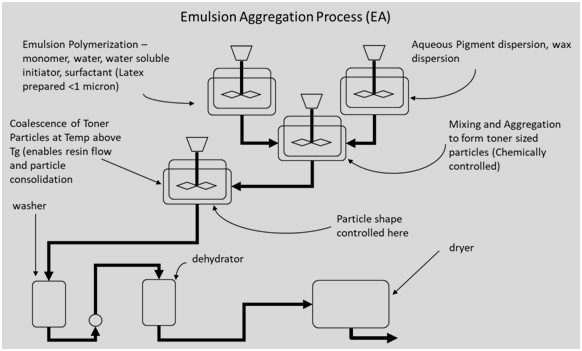
The plant design depends substantially on the type of CPT technology used most of which are proprietary to the manufacturer. The basic categories of CPT technology are suspension polymerization (used by Canon and Zeon), Emulsion Aggregation (used by Konica Minolta, Xerox/Fuji Xerox, Mitsubishi, and Fujifilm), and Solvent Methods of which there a number of variants (used by companies including Ricoh and Xerox). There is no basic plant layout that can be illustrated because of the differences between each manufacturer’s proprietary technology. However, the basic manufacturing process outlines can be illustrated as follows:
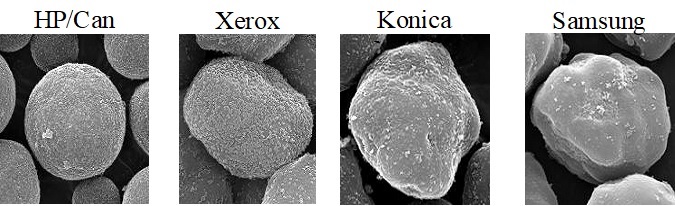
Scanning Electron Microscope (SEM) pictures of some typical CPT products made using the three methods and some commercial products are shown below:
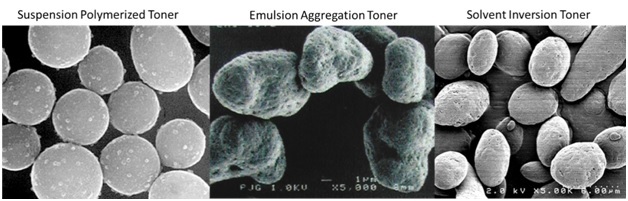
All CPT manufacturing methods are based on the production of toner particles by growth in a liquid of some kind and as can be seen from the process outlines the final stages of washing, dewatering, and drying of each process are very much the same. Techniques for these steps do however differ from manufacturer to manufacturer.
All have the common requirement to remove unwanted trace chemicals from the toner particle surface as surface trace materials can substantially affect the toner performance. In addition, the toner needs to be effectively dried to completion. CPT technology for the production of color toner is challenging and requires significant R&D and manufacturing investment and that is the reason only a few non-OEM companies have entered this technology field.
The Takeaway
A set of color toners is just one element of the color printing system but is vital in performance to enable faithful reproduction of any image. No matter the raw materials or production process used in an aftermarket color toner set, the close approximation of toner performance to the OEM product is the key to successful implementation.
This can be achieved by any of the production processes provided the raw materials are selected appropriately and that the specification and properties of the toner closely match that of the OEM.
